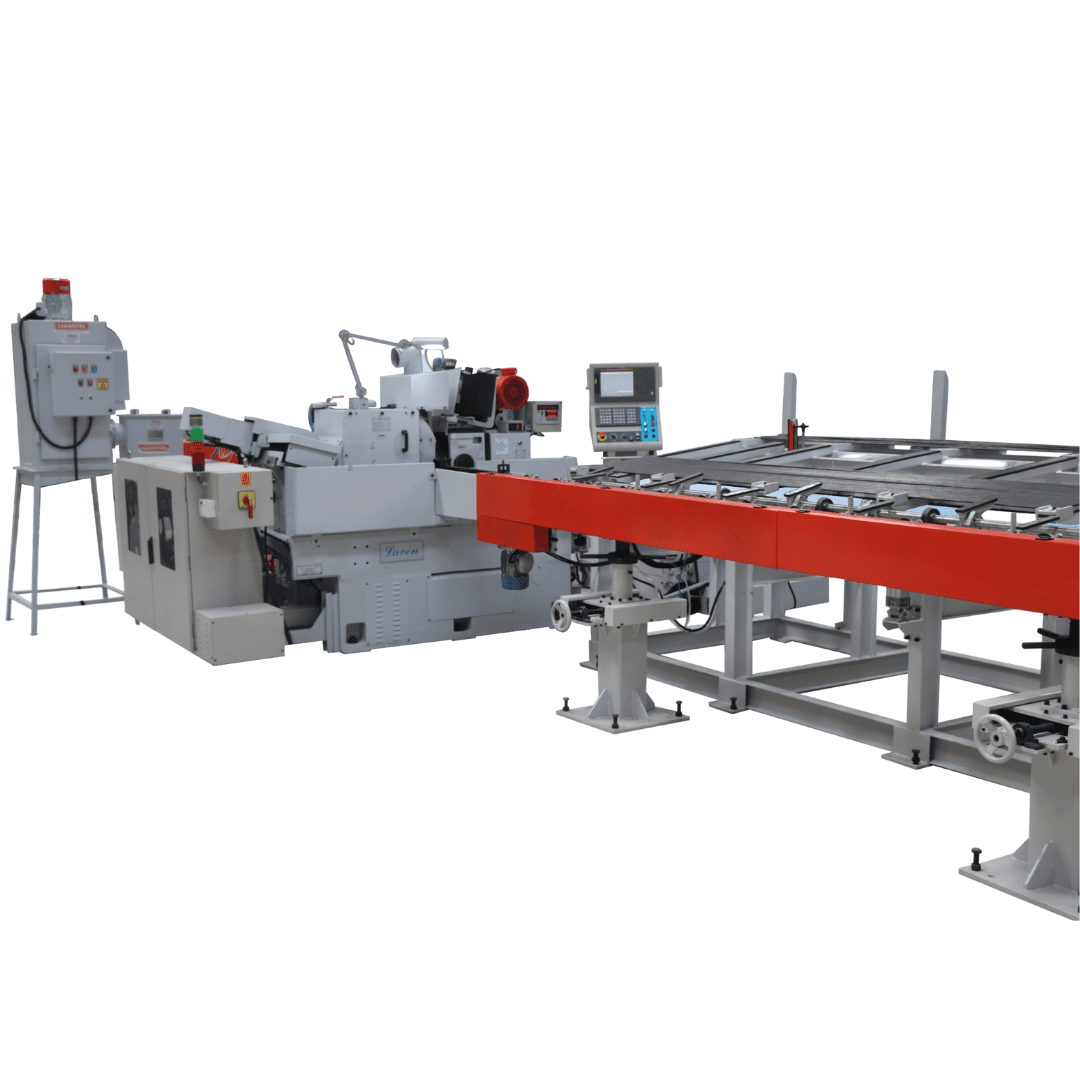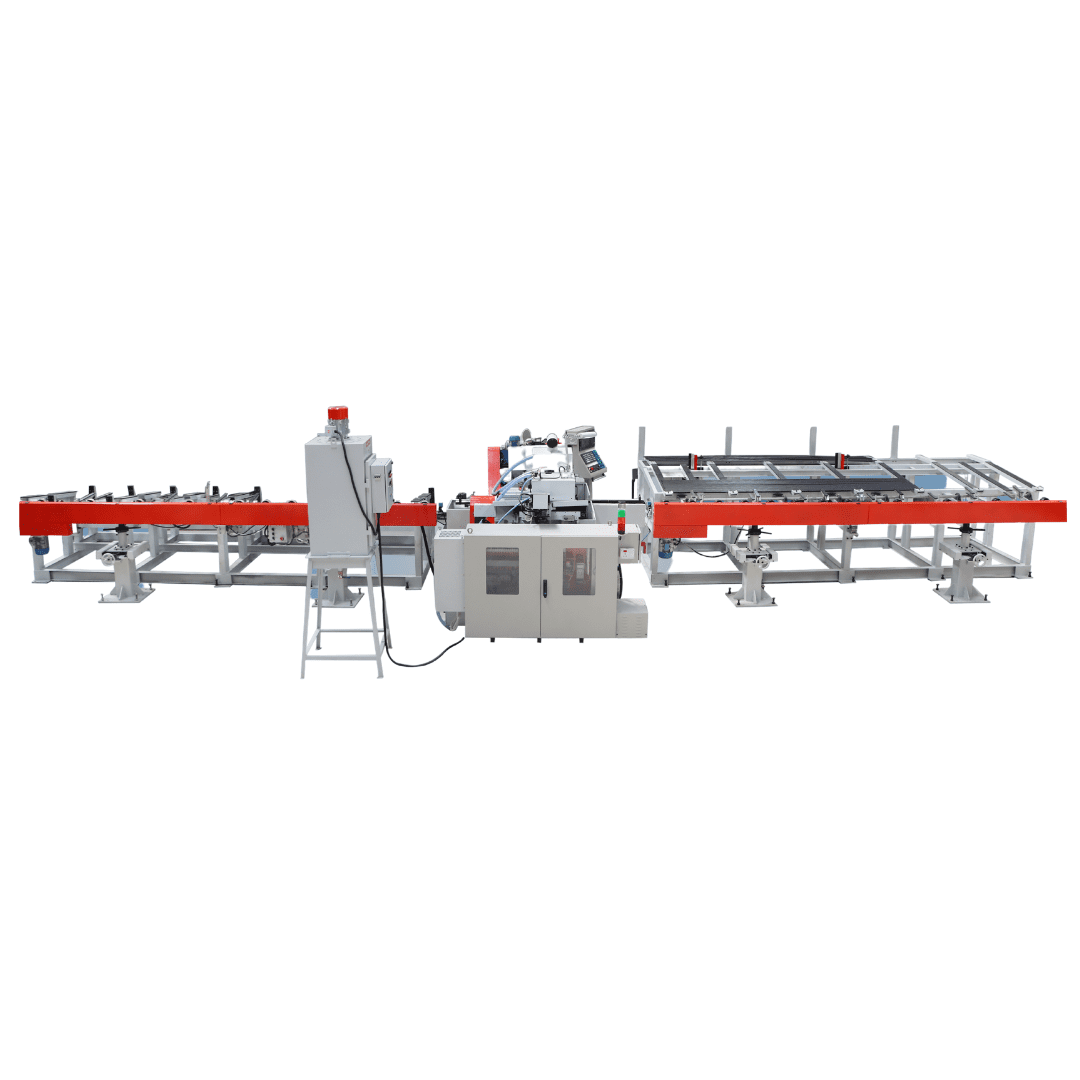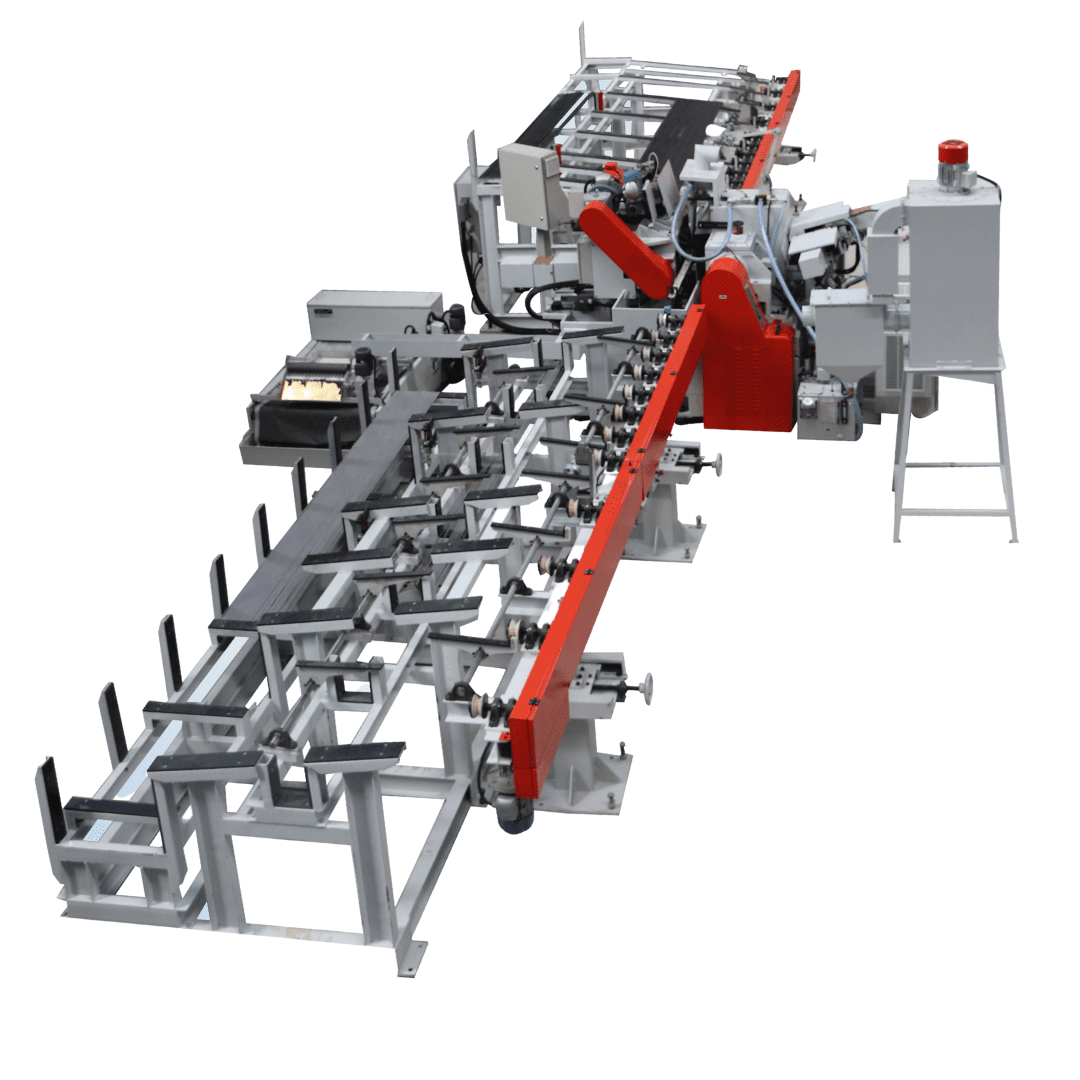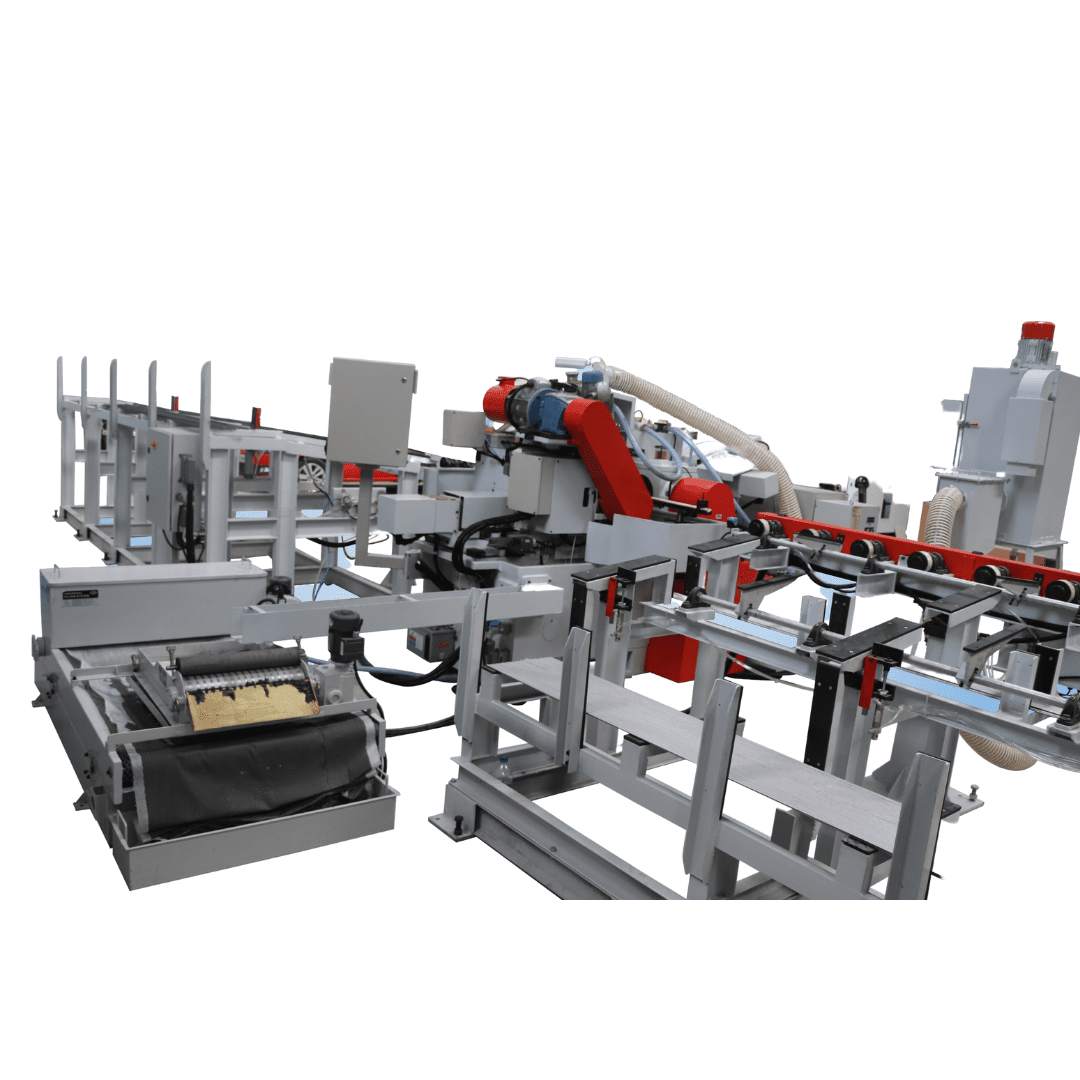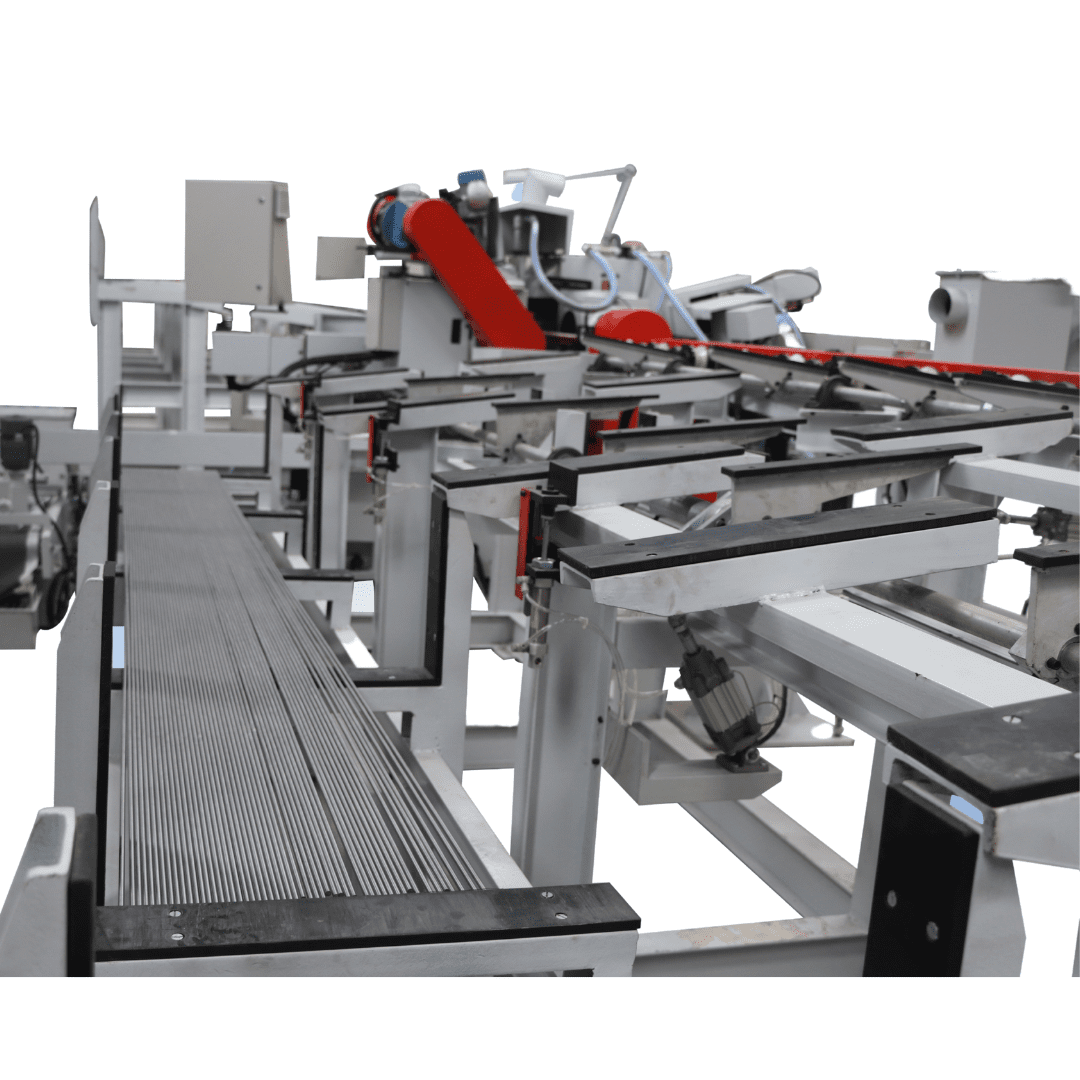
SLV/CG/400
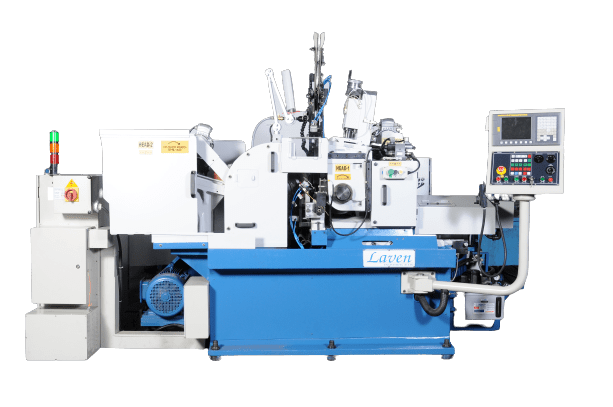
Laven Manufactures world class CNC Centre-less grinding machines delivering excellent precision and high accuracy.
CNC Centerless Grinding Machine For In-Feed and Thru-feed Application
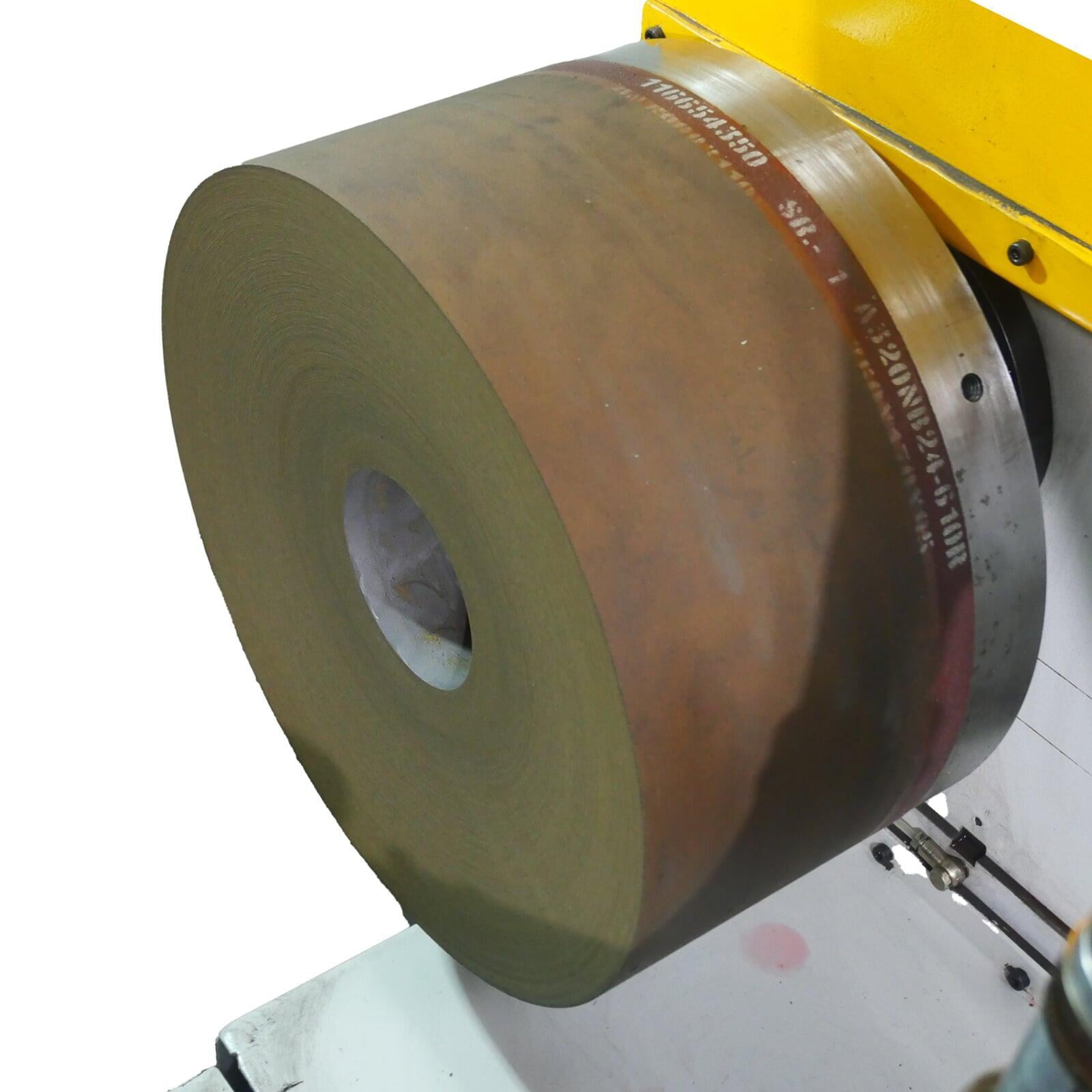
Grinding Capacity and Grinding Wheel
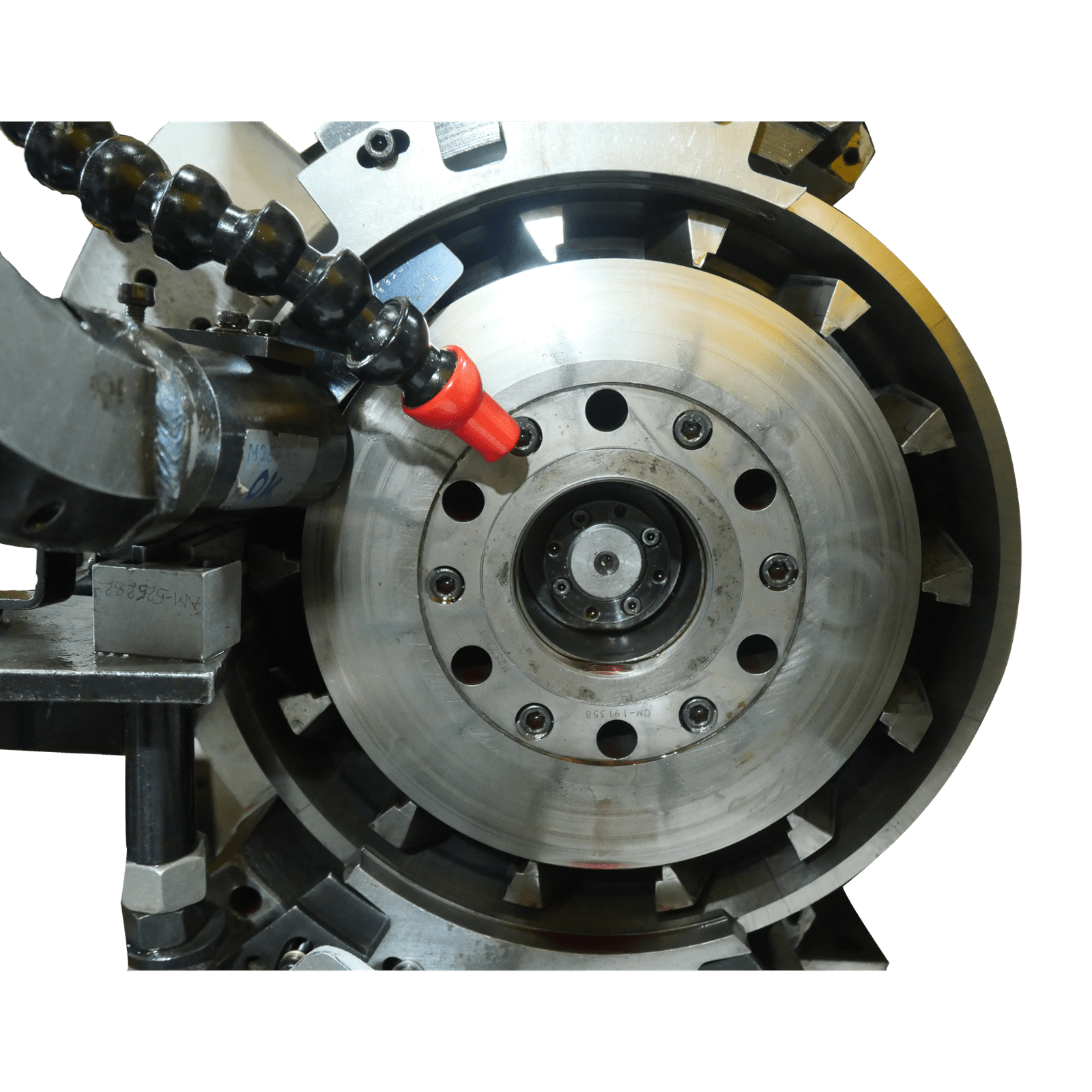
Regulating Wheel & In-Feed Slide
Grinding wheel Dresser & Regulating Wheel Dresser
CNC Control system & Power requirements
Grinding Capacity and Grinding Wheel
Regulating Wheel & In-Feed Slide
Grinding wheel Dresser & Regulating Wheel Dresser
Grinding wheel Dresser
Least Count (mm) 0.001
Servo motor (Nm) 4
Feedback system Motor Encoder
Regulating Wheel Dresser
Traverse movement-Gear motor with Ball screw and VFD
Minimum Depth of cut on diameter (mm) - 0.01
Traverse movement Feed (mm/min) -20-350
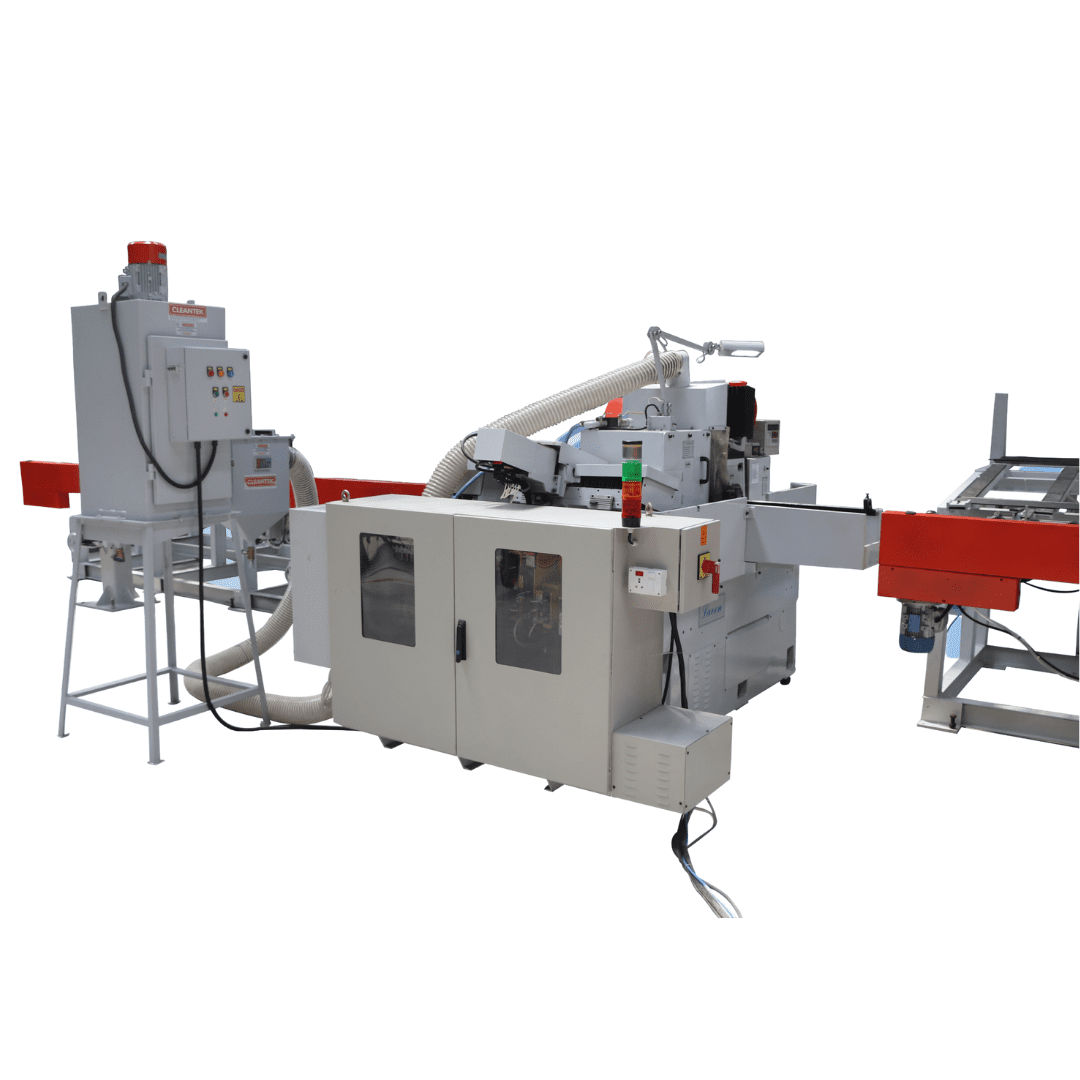
CNC Control system & Power requirements
Power requirements
Grinding Wheel Motor 15KW
Regulating Wheel Motor 3.7KW
Coolant Pump Motor 0.37KW
Lubrication Pump 0.12KW
Hydraulic Unit Motor 0.37KW
Crusher motor 1.1KW
CNC Control system
FANUC (2 axes)